










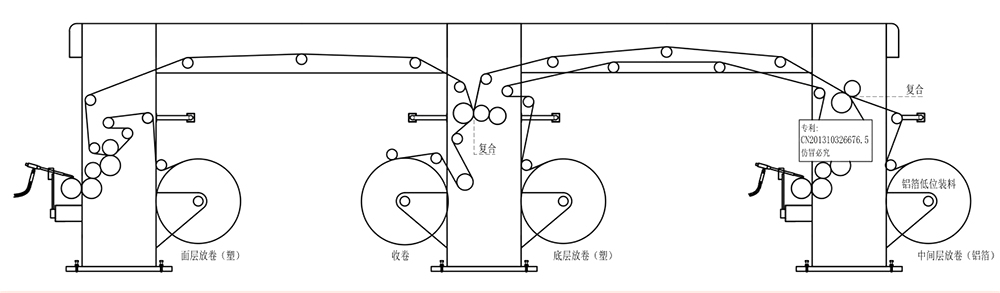





Особенности и преимущества:
- Одно из преимуществ триплексной ламинации при производстве структур типа ПЭТ/фольга/ПЭ за один прогон (с фольгой в промежуточном слое) — миграция клея через микроотверстия в фольге происходит на крайние слои и не вызывает прилипания (в отличие от дуплексной ламинации, где после ламинации проступающий клей может вызывать прилипание ламината между собой в наматываемом рулоне).
- Бесшпиндельные узлы размотки и намотки обеспечивают быструю, простую и удобную переналадку заказов.
- Короткая проводка полотна.
- На промежуточный слой (напр. фольгу в середине структуры) клей не наносится.
- Полноценный температурный контроль — отдельные управляемые терморегуляторы для дозирующих валов, кроющего вала и ламинирующего вала.
- Возможность использования трансферного вала на выбор в обрезиненном или гильзовом исполнении.
- Автоматический контроль натяжения на размотке и намотке позволяет ламинировать между собой тонкие, тянущиеся и толстые материалы с натяжением на размотке от 20 до 400 Н и натяжением на намотке от 20 до 500 Н
- Пятивалковая конструкция кроющей секции обеспечивает точное и постоянное дозирование клея необходимой грамматуры в необходимом диапазоне от 0.8 до 2.3 г/м2.
- Покрытие дозирующего и кроющего вала изготовлено из карбида вольфрама. В отличие от хромированных и керамических валов, карбид-вольфрамовые валы обладают такими преимуществами, как наилучшая теплопроводность, высокая прочность, повышенная твердость поверхности, отличная устойчивость к царапинам и минимальная шероховатость, что дает простую и быструю очистку от клея.





